电火花加工原理(电火花是怎么产生的)
电火花加工原理
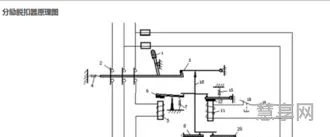
该方法是利用移动的细金属丝作工具电极,按预定的轨迹进行脉冲放电切割。按金属丝电极移动的速度大小分为高速走丝和
结束之后,经过很短的间隔时间,第二个脉冲又在另一极间最近点击穿放电。如此周而复始高频率地循环下去,工具电极不断地向工件进给,它的形状最终就复制在工件上,形成所需要的加工表面。与此同时,总能量的一小部分也释放到工具电极上,从而造成工具损耗。
近年来正在发展低速走丝线切割,高速走丝时,金属丝电极是直径为φ0.02~φ0.3mm的高强度钼丝,往复
孔、异形孔)、曲线孔(弯孔、螺旋孔)、小孔和微孔的加工。近年来,为了解决小孔加工中电极截面小、易变形、孔的深径
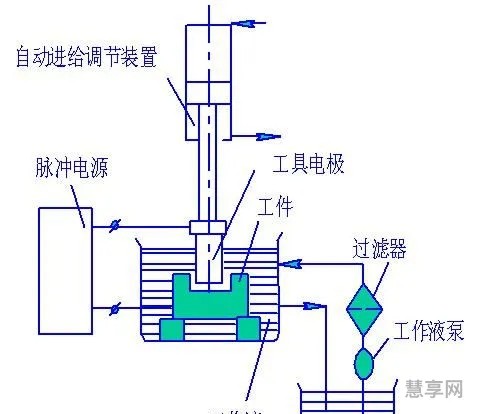
从上看出,进行电火花加工必须具备三个条件:必须采用脉冲电源;必须采用自动进给调节装置,以保持工具电极与工件电极间微小的放电间隙;
电火花是怎么产生的
;加工时无明显机械力,适用于低刚度工件和微细结构的加工:脉冲参数可依据需要调节,可在同一台机床上进行粗加工、
(1)电火花成形加工该方法是通过工具电极相对于工件作进给运动,将工件电极的形状和尺寸复制在工件上,从而加工出所需要的零件。它包括电火花型腔加工和穿孔加工两种。电火花型腔加工主要用于加工各类热锻模、
在现实运用中,电火花技工在不同的条件时,有不同的粗糙度,速度,损耗,火花位,说明电火花加工与电极和工件材质的导热性、熔点、密度等物理特性及介质有很大关系。放电加工,它是一项精密加工,作为操作人员一定要熟悉它的放电加工原理,才能更加合理地加工产品。
可加工特殊及复杂形状的零件。由于电极和工件之间没有相对切削运动,不存在机械加工时的切削力,因此适宜于低刚度工件和细微加工。由于脉冲放电时间短,材料加工表面受热影响范围比较小,所以适宜于热敏性材料的加工。此外,由于可以简单地将工具电极的形状复制到工件上,因此特别适用于薄壁、低刚性、弹性、微细及复杂形状表面的加工,如复杂的型腔模具的加工。
工具电极通常为一个紫铜或者石墨成型电极,其可以是能够制作出来的任意形状,加工出来的形状为与之对应的型腔。
通电加热淬火
工作液作为放电介质,在加工过程中还起着冷却、排屑等作用。常用的工作液是粘度较低、闪点较高、性能稳定的介质,如煤油、去离子水和乳化液等。
脉冲放电结束后,经过一段时间间隔,使工作液恢复绝缘。脉冲电压反复作用在工件和工具电极上,上述过程不断重复进行,工件材料就逐渐被蚀除掉。伺服系统不断地调整工具电极与工件的相对位置,自动进给,保证脉冲放电正常进行,直到加工出所需要的零件。大家都知道,传统的机械加工是利用*比工件硬的特点,依靠机械能来去除金属实现加工的,其实质是“以硬碰硬”。
根据电火花加工工艺的不同,电火花加工又可分为电火花线切割加工、电火花穿孔成形加工、电火花磨削和镗磨、电火花同步共轭回转加工、电火花高速小孔加工、电火花表面强化和刻字等。
电火花加工不用机械能量,不靠切削力去除金属,而是直接利用电能和热能来去除金属。相对于机械切削加工而言,电火花加工具有以下一些特点:
表现出“以柔克刚”的特点。因为材料的去除是靠放电热蚀作用实现的,材料的加工性主要取决于材料的热学性质,如熔点、比热容、导热系数(热导率)等,几乎与其硬度、韧性等力学性能无关。工具电极材料不必比工件硬,所以电极制造相对比较容易。