
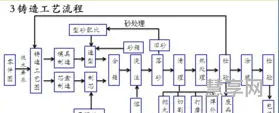
铸造工艺流程图(重力铸造和压力铸造比较)
铸造工艺流程图
尽管铸造是已知最古老的制造技术之一,但铸造技术的现代进步导致了广泛的专业铸造方法。热成型工艺,如压铸、精密铸造、石膏铸造和砂型铸造等,每一种都具有自己独特的制造优势。比较常见铸造工艺的优缺点有助于选择最适合给定生产运行的方法。
1所得到的粘结剂膜组织的密度和有序性排列不同,因而影响强度的大小,其顺序为加热硬化、酯硬化、铬铁渣硬化、CO2硬化,相应的粘结膜的内聚强度为41MPa、29.8MPa、20.5MPa、14.9MPa;
水玻璃是各种聚硅酸盐水溶液的通称。铸造上最常用的是钠水玻璃(Sodiumsilicatewaterglass),因其便宜,来源充足;其次为钾水玻璃,此外还有锂水玻璃、钾钠水玻璃、季铵盐水玻璃等,分别是硅酸钠(Na20·mSi02)、硅酸钾(K20,nSi02)、硅酸锂(Li20·mSi02)、硅酸钾钠(mK20·Na20·nSi02)、季铵盐的水溶液。
(2)生产效率高,生产周期短,便于流水线生产,可实现机械化及自动化,汽车,柴油机,抢拖拉机行业应用最广(300~500kg铸铁薄裂件)。(汽车缸体图)(或生产车间全貌图)
生产1t铸件约需要5-10t湿型型砂,配制型砂时都尽量回用旧砂(即重复使用过的型砂),即经济也是保护环境的需要。但简单地重复使用旧砂,会使型砂性能变坏,铸件质量下降。必须了解旧砂的特性,掌握其性能变化的规律,采取必要措施,才能保证和稳定型砂的性能。混砂时还需向旧砂中补充加入新砂、膨润土、煤粉和水等材料,才能使混制出的型砂性能符合要求。
重力铸造和压力铸造比较
硅酸钠是弱酸强碱盐,干态时为白色或灰白色团块或粉末,溶于水时,纯的钠水玻璃外观为无色粘稠液体,由于含铁盐而呈灰色或绿色,pH值一般在11-13。钠水玻璃的化学式为Na20·mSi02·nH20。
硅砂缺点:热膨胀系数比较大,而且在573°C时会因相变而产生突然膨胀-----铸件若裂;热扩散率比较低;容易与铁的氧化物起作用等。这些都会对铸型与金属的界面反应起不良影响。在生产高合金钢铸件或大型铸钢件时,使用硅砂配制的型砂,铸件容易发生粘砂缺陷,使铸件的清砂十分困难。
钠水玻璃有几个重要参数,直接影响它的化学和物理性质,也直接影响钠水玻璃砂的工艺性能,这就是钠水玻璃的模数、密度、含固量和粘度等。
粘土湿型的配方为:原砂(或旧砂)100,粘土(膨润土)1~5%,煤粉~8%,水~6%,以及其它附加物。
非石英质原砂是指矿物组成中不含或只含少量游离Si02的原砂。在铸钢生产中已逐渐采用一些非石英质原砂来配制无机和有机化学粘结剂型砂、芯砂或涂料。这些材料与硅砂相比,大多数都具有较高的耐火度、热导率、热扩散率和蓄热系数,热膨胀系数低而且膨胀均匀,无体积突变,与金属氧化物的反应能力低等优点,能得到表面质量高的铸件并改善清砂劳动条件。但这些材料中有的价格较高,比较稀缺,故应当合理选用。
v法铸造设备
(1)生产灵活性大,适用面广,既可手工,又可机器、以及流水线生产,既可生产大件,也可生产小件,可铸钢(中小件),也可铸铁,有色合金等。
铸造生产中常用的一些硬化方法,都是加入能直接或间接影响上述反应平衡点的气态、液态或粉状固化剂,与OH-作用,从而降低pH值,或靠失水,或靠上述二者的复合作用来达到硬化。
(3)物理固结----指用物理学原理产生的力将不含粘结剂的原砂固结在一起,磁型铸造法、负压造型法或真实密封造型法或薄膜负压造型法,以及消失模造型法。
钠水玻璃模数可以通过化学的方法降低或提高。降低钠水玻璃模数可加入适量的NaOH,以提高水玻璃中Na20的质量分数,从而相对地减少Si02的质量分数。铸造生产中,吹C02硬化时常用模数为2的钠水玻璃。
根据浇注时金属液的驱动力及压力状态分类,有重力作用下的铸造和外力作用下的铸造。金属液在重力驱动下完成浇注称自由浇注或常压浇注。金属液在外力作用下实现充填和补缩,如压力铸造、挤压铸造、离心铸造和反重力铸造等。


