游标卡尺读数(游标卡尺的正确读法图)
游标卡尺读数
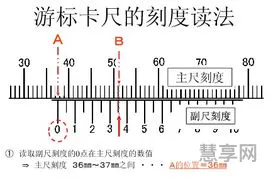
游标卡尺。利用游标原理细分读数的尺形手携式通用长度测量工具,主要用于测量内径,外径,阶梯和深度等。测量时,量值的整数部分从主尺上读出,小数部分从游标尺上读出。游标原理是利用主尺上的刻线间距(简称线距)和游标尺上的线距之差来读出小数部分。有0.02mm、0.05mm和0.01mm三种最小读数值。
带有陶瓷量爪的特殊型号,适于测量磁性制品;卡尺具有简洁、基本的设计;卡尺可测量外径、内径、深度和阶差;卡尺的游标面角度较小(14°)、便于读数;卡尺滑块上装有锁紧螺钉;卡尺可提供带有硬质合金头量爪的卡尺。
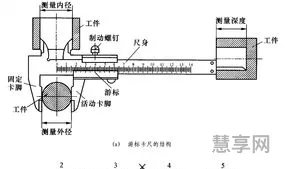
它的量程有:0~150mm,0~200mm,0~300mm,等等,一般的分辨率(以前也有叫分度值的)为0.02mm,也有0.1mm和0.05mm的,精度一般为±0.03mm,也有±0.04mm和±0.05mm的。由内测量爪、外测量爪、紧固螺钉、主尺、游标尺、深度尺等组成,有的还带有微调装置。
带表卡尺。以精密齿条、齿轮的齿距作为已知长度,以带有相应分度的指示表作为放大、细分和指示部分的大形手携式长度测量工具。带表卡尺能解决游标卡尺的读数误差问题。常见的最小读数值有0.01mm和0.02mm两种。
游标卡尺的正确读法图
游标原理是法国人P.韦尼埃于1631年提出的。它常用于长度测量工具的长度和角度的细分读数机构中。详细可查阅国家标准(GB/T21388、GB/T21389、GB/T21390)。
游标卡尺的主尺和游标上有两副活动量爪,分别是内测量爪和外测量爪,内测量爪通常用来测量内径,外测量爪通常用来测量长度和
1) 使用前,应先擦干净两卡脚测量面,合拢两卡脚,检查副尺0线与主尺0线是否对齐,若未对齐,应根据原始误差修正测量读数。
游标卡尺是工业上常用的测量长度的仪器,可直接用来测量精度较高的工件,如工件的长度、内径、外径以及深度等。由于游标卡尺是种比较精密的量具,现已经被广泛应用于工业测量长度上。下面为大家介绍游标卡尺的使用方法。
0.02mm精度游标卡尺的读数
2) 测量工件时,卡脚测量面必须与工件的表面平行或垂直,不得歪斜。且用力不能过大,以免卡脚变形或磨损,影响测量精度。
用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐。如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这件规定方法与数轴的规定一致,原点以右为正,原点以左为负)。